
問い合わせ
고객만족을 넘어 고객감동을 추구합니다
圧出
Extrusion Items圧出工程系統図
-
 金型予熱
金型予熱金型予熱
-
 バレット予熱
バレット予熱バレット予熱
-
 圧出
圧出圧出
-
 クエンチング熱処理
クエンチング熱処理空冷熱処理
-
 直進較正
直進較正ストレッチ
-
 切断
切断切断長さ
-
 時効熱処理
時効熱処理温度、時間
-
 検査
検査寸法、外観検査
-
 包装
包装包装規格
-
 納品
納品出庫
AL圧出工程の詳細工程図
| 工程 | 設備名 | 写真 | 管理項目 | 詳細説明 | ||
|---|---|---|---|---|---|---|
| 記号 | 工程名 | 製品 | 工程 | |||
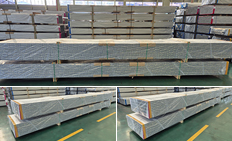
| 1 |
原材料入庫 (Billet) AL6063 AL6061 |
Pallet |
 |
原材料成分を確認すること 原材料に反りがないこと |
原材料に混入がないこと その他の変形がないこと |
顧客が求める品質と仕様によって原材料を入庫 |
| 2 |
1.Billet予熱 2.金型予熱 |
1.Billet加熱炉 2.Dise加熱炉 |
 |
1.反りがないこと
合金成分を確認 (図面規格) |
1.加熱温度設定
450~500℃ 時間:20分±5 480℃±20 |
1.圧出成型のために原材料を予熱 2.原材料/金型の干渉を防止するための金型予熱 |
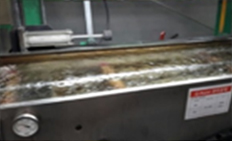
| 3 | 圧出(冷却) | 圧出器 |
 |
圧出形状を確認 |
圧出温度(430℃) 速度(5.8~6.6) |
図面と比較した圧出成型と冷却 |
| 4 | 較正/切断 |
1.較正器 2.切断機 |
 |
1.製品の冷却状態と平坦図を確認 2.顧客の要求規格 |
1.較正器と圧着機の状態を確認 2.刃物/Stopperの状態を確認 |
圧出形材の形状維持と熱処理のための切断作業 |
| 5 | 熱処理 | Aging Oven |
 |
硬度確認 |
温度/時間 |
顧客の求める硬度を維持するための熱処理工程 |
-

圧出器 2,000トン1台
-

圧出器 1,350トン2台
株式会社チャンシン産業代表者 ソン・ソクチン
住所 大邱広域市軍威郡軍威邑軍威工団ギル198-10 TEL 054-382-4060 FAX 054-971-4065
Copyright © 2025 changshinal.com All rights reserved. changshin4060@hanmail.net