
Inquiry
고객만족을 넘어 고객감동을 추구합니다
Extrusion
Extrusion Process Flow
-
 Die Preheating
Die PreheatingDie Preheating
-
 Billet Preheating
Billet PreheatingBillet Preheating
-
 Extrusion
ExtrusionExtrusion
-
 Quenching Heat Treatment
Quenching Heat TreatmentAir Cooling Treatment
-
 Straightening
StraighteningStretching
-
 Cutting
CuttingCutting Length
-
 Artificial Aging Heat Treatment
Artificial Aging Heat TreatmentTemperature & Time Control
-
 Final Inspection
Final InspectionDimensional & Visual Inspection
-
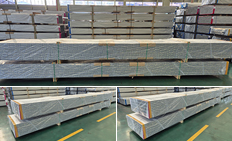 Packaging
PackagingPackaging Specifications
-
 Delivery
DeliveryShipment
Detailed AL Extrusion Process Flow
| Process | Equipment Name | Photo | Control Item | Detailed Description | ||
|---|---|---|---|---|---|---|
| Symbol | Process Name | Product | Operation | |||
| 1 |
Raw Material Inbound (Billet) AL6063 AL6061 |
Pallet |
 |
Verify the chemical composition of the raw material Ensure there is no bending or warping of the material |
Confirm there is no contamination or foreign material present Check for any other deformation or defect |
Receive and inspect raw materials in accordance with the customer’s required quality and specifications |
| 2 |
1.Billet Preheating 2.Die Preheating |
1.Billet Furnace 2.Die Furnace |
 |
1.Ensure No Warping
Verify alloy composition (drawing specifications) |
1.Set Billet Heating Temperature
450~500℃ Duration: 20 minutes ± 5 minutes 480℃±20 |
1.Preheating raw material for extrusion forming 2.Preheating the die to prevent interference between material and tooling |
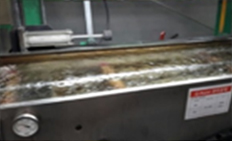
| 3 | Extrusion (Cooling) | Extrusion Press |
 |
Verify extruded shape against drawing specifications |
Extrusion Temperature (430℃) Speed (5.8~6.6) |
Perform extrusion and cooling in accordance with design specifications |
| 4 | Straightening / Cutting |
1.Straightener 2.Cutting Machine |
 |
1.Check product cooling condition and flatness 2.Verify compliance with customer specifications |
1.Inspect the condition of the straightener press unit 2.Check saw blade and stopper condition |
Cutting operation performed to maintain the shape of the extruded profile and prepare for heat treatment |
| 5 | Heat Treatment | Aging Oven |
 |
Hardness Verification |
Temperature / Duration |
Heat treatment process designed to maintain the hardness required by the customer |
-

Extrusion Equipment One 2,000-ton press
-

Extrusion Equipment Two 1,350-ton presses
Inquiry
CHANGSHIN INDUSTRY CO., LTD.CEO SANG-SU SEOK
Address: 198-10, Gunwigongdan-gil, Gunwi-eup, Gunwi-gun, Daegu Metropolitan City, Korea TEL 054-382-4060 FAX 054-971-4065
Copyright © 2025 changshinal.com All rights reserved. changshin4060@hanmail.net